金属の熔断加工におけるノロ・ドロス・スパッターの発生は熱切断の加工原理からして現今の機能、技術では解決が困難である。 弊社では従来よりこの課題に取り組み、助剤(熔融物除去剤)による熔融物の低減を計るべく、改良、改善の途上にあります。 今般、観点を変えてワーク面のみならず機械装置及び周辺の部品に至るまで薬剤使用による効果を試みました。
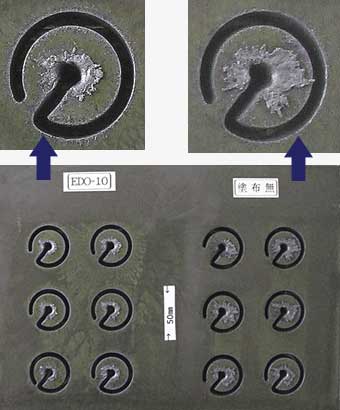
レーザー加工・プラズマ加工におけるノロ・ドロス付着軽減のご提案電極チップの寿命が延びるノロ・ドロス薬剤別電極・チップの損耗電極チップ損耗テスト(ダブルスターEDO-10・EDO-20・7000)
薬剤ダブルスターEDO‐20使用による電極チップ状態
プラズマ加工に於ける薬剤使用の効用
(まとめ) プラズマ熔断に於けるノロ・ドロスの発生は、古くて新しい問題ですが、この度薬剤による用法を試みました。 全面解決とはなりませんでしたが、一定の効果があることが確認されました。 さらに仕上がり面が向上することにより、より精度の高い加工が可能と思料致します。
溶接・溶断の後加工の簡略化薬剤「ダブルスターEDO-20」による、後加工への影響工程 薬剤(ダブルスターEDO-20)塗布 → 溶接・熔断 → スラグ除去 → 下地塗装 薬剤(ダブルスターEDO-20)塗布  溶接・熔断 スラグ除去  ※1 下地塗装   ※2 碁盤目試験拡大 ※2 碁盤目試験拡大
薬剤「ダブルスター EDO-20」付着状態での当社「サビ出し剤」の効果工程 薬剤(ダブルスターEDO-20)塗布 → 溶接・熔断 → スラグ除去 → サビ出し剤塗布
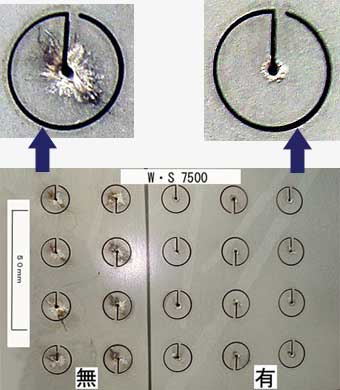
ステンレス加工の精度・歩留まり向上レーザー加工に於けるピアス部ドロス痕 その1
ダブルスター7500 使用による効果
ステンレスのレーザー加工ドロス痕(ピアッシング部) その2
ダブルスター7500 使用による効果
精密レーザー加工ダブルスター 2000 使用レーザー微細加工例 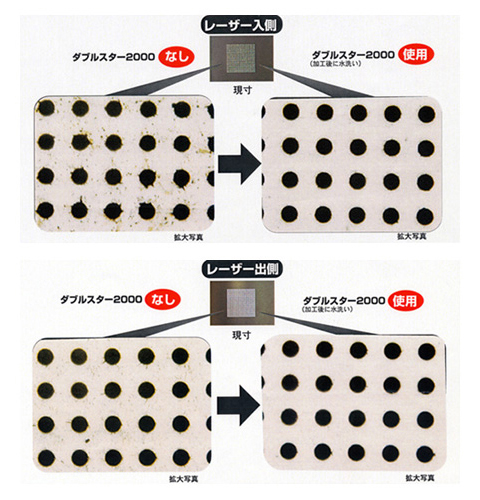
資料提供 某レーザー加工機メーカー
精密レーザー機による微細加工に於ける ダブルスター2000 の効用
高反射素材(銅・アルミ・セラミック)のレーザー加工精度の向上高反射材(薄板)薬剤使用イメージ写真
 ダブルスター3000GC 高反射材用 剣山型錠盤の取り換え・脱着のメンテナンスを容易に薬剤による錠盤(剣山型)の保護 ダブルスターEDO-20・7000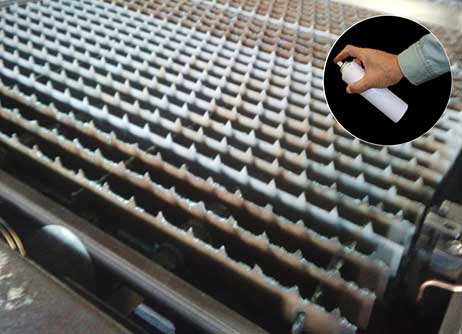
この資料で示されている数値、写真、データは弊社の試験で得たものであり、製品の性能、品質を保証するものではないことをご了承下さい。 ノロ・ドロス付着防止剤一覧
金属、表面処理剤サビ出し剤 N スターカットサビ出し剤 {高力ボルト接合面処理剤}
〒347-0057 埼玉県加須市愛宕1-5-3 TEL:0480-61-1534/FAX:0480-62-6752 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||